


Select a corrected Mechanical Seal for a Centrifugal Pump
Every centrifugal pump needs some way to prevent the product liquid from leaking past the spinning drive shaft. The method of sealing can be as simple as packing rope impregnated with graphite into a “packing box” and as complex as enclosing the whole pump in a chamber (mag drive or canned motors). By far the most common way of sealing around the pump shaft is using a mechanical seal.
A mechanical seal is any device that utilizes two ring type seal faces running against each other to create a barrier to the leaking product liquid. These two seal faces are ground and polished so smooth that they can run with a very small clearance between them, and even occasionally touch momentarily without damaging one another. The mechanical seal uses the product liquid to cool and lubricate the seal faces to keep them undamaged, with small amounts of vapor escaping across the faces. For liquids that are abrasive and non-lubricating, a “barrier fluid” may be required to protect the seal faces from the product.
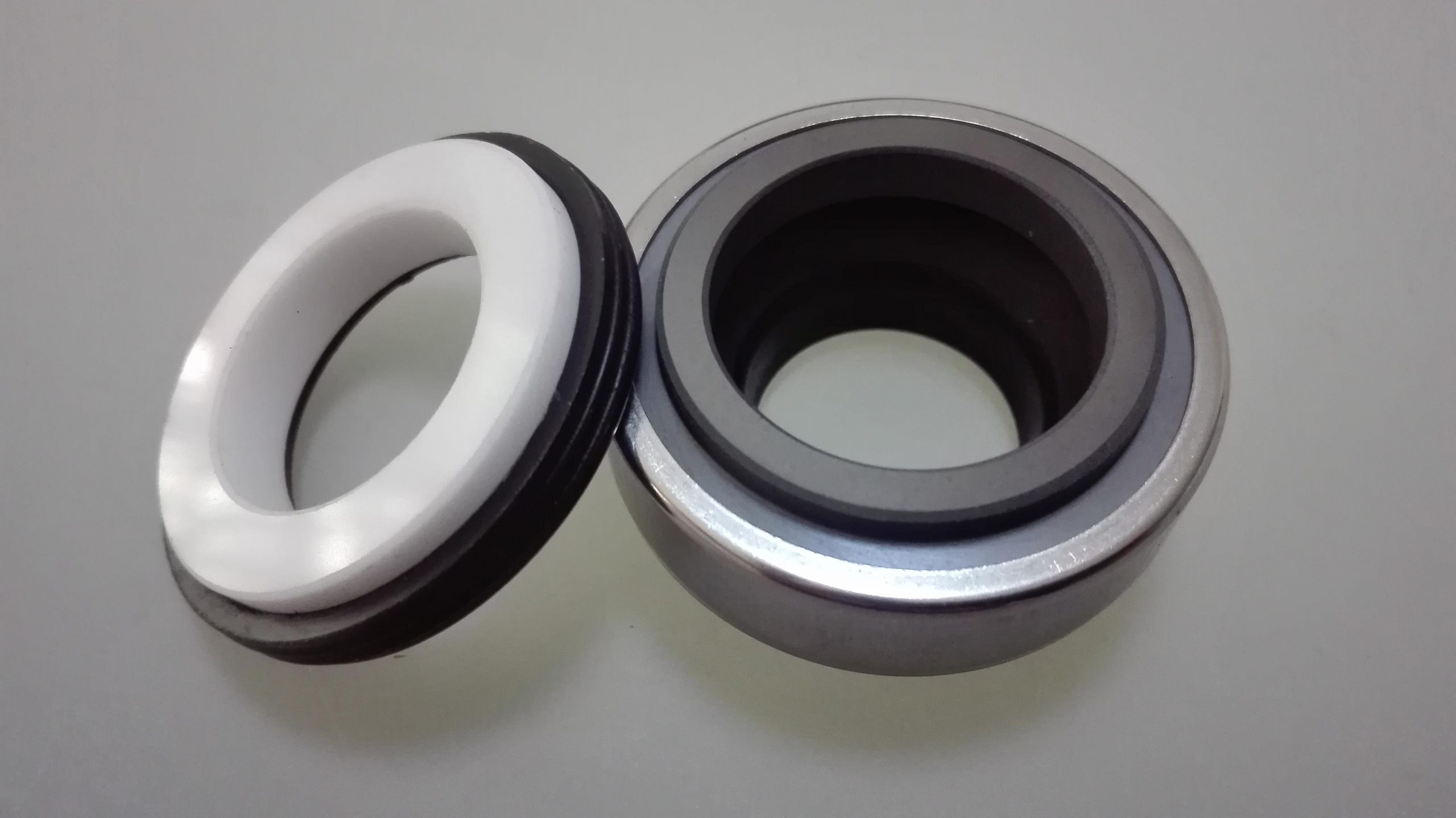
The simplest mechanical seal consists of one “stationary face” that attaches to the exterior of the pump and does not rotate, and one “rotating face” that attaches to the spinning shaft. Each of these faces must attach to the pump via flexible “boots”, O-rings or other means to prevent liquid from leaking out around the seal faces. These boots are typically made of an elastomer such as rubber (BUNA), EPR or Viton, but the boots can be flexible metal bellows or even Teflon (although Teflon is difficult to install and keep compressed).
Metal parts are needed to keep the parts together and to provide springs to keep the faces together. These metal parts are usually 316SS but can be made from other more noble metals if needed.
A vast majority of centrifugal pumps will pump water in some varied condition, possibly in combination with an antifreeze and some antibacterial additives. Since water by itself is not a very good lubricant (especially at high temperatures) the seal faces need to provide some lubricity of their own so that when they touch at startup or shutdown, the faces will not tear themselves up. This is usually accomplished by making one of the seal faces out of carbon or by some material impregnated with carbon. The other seal face is usually a harder material that will resist wear from the carbon face, such as a ceramic, carbide or solid metal.
Note that although water is the most common liquid pumped, the different additives used can make a huge difference in the type of seal required. Relatively clean water, even when combined with glycol, is easy and inexpensive to seal, whereas dirty water or water with lots of additives can be very difficult. The difference is in the abrasiveness and lubricity of the liquid. If when you rub a sample between your fingers you can feel the lack of lubricity, or if your liquid has lots of salts or other dissolved solids, you may need a more complicated and expensive mechanical seal.
Clean Water Mechanical Seal
Water that is not abrasive and may have some glycol can use the least expensive type of seal. The stationary seal face is usually made of ceramic and is sealed to the seal plate with a Buna boot or a Buna O-ring. The rotating seal face is usually made of carbon/graphite in some combination and is sealed to the shaft (or shaft sleeve) with a Buna boot or O-ring. The spring and metal parts needed to hold the seal together are 304SS or 316SS.
Water with Salts, Abrasives or Additives
Water with any salts, abrasives or additives are much harder on mechanical seal faces. When the mechanical seal is operating properly, small amounts of liquid are entering the space between the two faces. As the liquid travels from the high pressure side of the faces to the low pressure side, the liquid heats up and vaporizes. While this vaporization is needed to cool and lubricate the faces, it also leaves any salts or other solids in the space between the seal faces. These deposited solids are very abrasive and will accumulate over time and may quickly erode the faces (particularly the softer carbon face).
The simplest and cheapest solution for mildly abrasive liquids is to upgrade the seal faces to materials that can resist abrasives better than the inexpensive carbon/ceramic combination used for clean liquids. The least expensive harder material is usually silicon carbide, but other ceramic/metals are used. The downside of silicon carbide or any other hard material occurs when they run dry, even momentarily during startup and shutdown. Any period of dry running can cause wear and heat buildup and may cause the mechanical seal to fail. (In severe cases, the heat will melt the elastomeric parts). This dry running problem is significantly reduced when the silicon carbide faces are impregnated with carbon/graphite, but the problem is not eliminated. Depending on many variables, the seal with impregnated faces can only run dry for a short time before failing, but eventually the seal will fail from heat buildup.
Other solutions for sealing abrasive liquids include flushing the seal faces with a clean liquid, but this option requires special seals (such as a double seal) and special flushing piping. The cost of this option gets expensive fast and may require a much larger, more expensive pump and seal combination.
Water at High or Low Temperatures
As water temperature gets lower than 32 F or higher than 212 F, the seal materials may need to be upgraded. Low temperatures usually need EPR elastomers to handle the cold, and higher temperatures may need Viton. Extreme temperatures may also require that the standard ceramic be replaced with the much tougher silicon carbide or other metal faces. Ceramic faces are very susceptible to thermal shock, and a sudden change in the temperature of the liquid can shatter the seal faces.
Food Grade Seals
Mechanical seals for sanitary pumps or for use in food processing will usually require Viton elastomers and 316SS metal parts plus any other material upgrades needed for the liquid being pumped. These seals usually must be outside the pump where they can be disassembled and cleaned daily, so specialized pumps and seals are needed.
Liquids other than Water
Liquids other than water may require very specialized mechanical seals, and even very specialized pumps. Toxic or flammable liquids will require double seals, special flushing liquids and special flushing plans to isolate the liquids and protect the seal faces. These special seals are often required for protecting workers, the public and the air quality. The size and complexity of these special seals requires large chambers and often large, complicated and expensive pumps. You may need to consult with your pump salesman or an experienced mechanical seal salesman to get the right pump and the right mechanical seal.
Pumps that do not need a Mechanical Seal
If your liquid is very hard to seal or very dangerous, you may want to consider a “sealless” pump. The three most common types of sealless pumps are: Mag Drive Pumps, Canned Rotor Pumps and Vertical Cantilever Pumps.
A Mag Drive Pump uses magnets to drive the pump in a contained shell. One set of Magnets spins on an outside cylinder attached to the motor. Another set of magnets spins on an inside cylinder attached to the pump. The two sets of magnets are separated by a thin non-metallic shell that keeps the pump liquid inside the shell. The problem with this arrangement is that there are lots of bushings and sleeves needed to support the pump shaft and the impeller. These bushings and sleeves are exposed to the pumped liquid, so any abrasives can kill the pump quickly. Repairing or replacing these bushings and sleeves is very difficult and very expensive, and only adds to the cost of an already expensive pump. This pump is very useful for clean but dangerous liquids.
A Canned Rotor Pumps goes one step farther than a Mag Drive Pump by enclosing the whole pump and motor inside a sealed shell. This eliminates the need for magnets to drive the pump and uses fewer bearings/bushings than the Mag Drive Pump. These bushings and sleeves are exposed to the pumped liquid, so any abrasives can kill the pump quickly. The repair and replacement of the bushings and sleeves is very expensive. This pump can be the best option for some hot and dangerous liquids.
A Vertical Cantilever Pump is usually the best option for water with lots of abrasives (such as parts washers). A motor is specially designed and built to have a very long and often very large diameter shaft that extends out (cantilevered) as long as is needed for the pump design. This long motor shaft is supported solely by the motor ball bearings (or by a large bearing housing) and these bearings are not exposed to the pumped liquid. A throttle bushing and sleeve are needed to reduce the amount of water escaping from the pump and these parts are exposed to the liquid, but the bushing and the sleeve should never touch and can be made from hard, erosion resistant materials. The disadvantage of this pump is that it is mounted vertically and must hang into a sump, so a lot of space and additional support structure is required. There are limits to the length these pumps can be made as the diameter of the shaft goes up exponentially as the length of the shaft increases. There is also some lost efficiency as some liquid must leak past the sleeve and bushing.